ЎЎЎЎ№иҙuУРБјәГөДёЯңШРФДЬЈ¬КЗҙуРНёЯңШҹбпL tЖХұйІЙУГөДТ»·Nғһ(yЁӯu)Щ|(zhЁ¬)ДН»рІДБПЎЈө«№иҙuөДҹб·Җ(wЁ§n)¶ЁРФІоЈ¬ҪoҹбпL tөДІЩЧчәНҫSЧoҺ§ҒнәЬҙуА§лyЎЈ№иҙuөДөНңШМШРФҢҰҹбпL tөДәж tМбіцБЛМШКвТӘЗ󣬹иҙuҹбпL tәж tјјРgУЙҙЛ¶шЧғөГҸНлs»ҜЎЈһйБЛқMЧг№иҙu tн”ҹбпL tөДәж tТӘЗуЈ¬ұШнҡФOЦГТ»·NМШКв№ҰДЬөДәж tСbЦГ(јУҹб t)ЎЈ
ЎЎЎЎ№иҙuҹбпL tөДәж t
ЎЎЎЎ№иҙuОпуwөДМШРФ
ЎЎЎЎ№иҙuөДЦчТӘіЙ·ЦКЗSi02Ј¬ҫЯУРғһ(yЁӯu)БјөДёЯңШРФДЬЎЈН¬•rЈ¬Si02ТІҫЯУР¶аҫ§ЮD(zhuЁЈn)»ҜөДМШРФЈ¬ФЪ600ЎжТФПВ°l(fЁЎ)Йъҫ§РНЮD(zhuЁЈn)ЧғЈ¬уw·eЕтГӣЎЈМШ„eКЗ200〜400ЎгCөД·¶ҮъғИ(nЁЁi)Ј¬№иҙuЕтГӣПө”ө(shЁҙ)ЧоҙуЈ¬ҪYҳӢЧоІ»·Җ(wЁ§n)ЎЈ№иҙuЕтГӣВКТҠұн1ЎЈ
ЎЎЎЎұн1 І»Н¬ңШ¶ИПВ№иҙuөДЕтГӣВКЈ¬%
ЎЎЎЎ 
ЎЎЎЎТтҙЛЈ¬әж tЗ°ТӘёщ“ю(jЁҙ)№иҙuөДЯ@Т»МШРФҫ«ҙ_АLЦЖҹбпL t№°н”ЙэңШЗъҫҖЈ¬ҮАёсҝШЦЖөНңШ…^(qЁұ)ЙэңШЛЩ¶ИЈ¬ұЈЧCЧгүтөДәж t•rйgЎЈәж tіхЖЪөДЙэңШЛЩ¶Иһй8〜10C/dЈ¬ЦрІҪФцҙуөҪ10〜15 C/dЈ¬ЙэңШЛЩ¶ИЖ«ІоҝШЦЖФЪЎА1C/dЎЈөдРНөД№иҙuҹбпL tәж tЗъҫҖИзҲD1ЛщКҫЈ¬°ҙЯ@—lЗъҫҖЯMРРәж tЈ¬ҝЙТФ·АЦ№№иҙuөДҫ§РН„ЎЧғЈ¬ұЬГвҹб‘ӘБҰЖЖүДЎЈәж tЯ^іМЦРТӘЗуҮАёсҝШЦЖЙэңШЛЩ¶ИЎўңШ¶ИІЁ„У·¶ҮъөИЎЈТӘҢҚ¬F(xiЁӨn)Я@Р©ТӘЗуЈ¬УГҹбпL tұҫЙнөДИјҹэЖчЯMРРәж tІ»ДЬЯ_өҪЈ¬ұШнҡФOЦГҢЈйTөДИјҹэСbЦГјҙ tНвјУҹб t(З° t)ЎЈ
ЎЎЎЎ
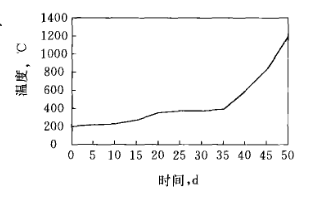
ЎЎЎЎҲD1 өдРНөД№иҙuҹбпL tәж tЗъҫҖ
ЎЎЎЎҢҰјУҹб tРФДЬөДТӘЗу
ЎЎЎЎјУҹб tөДРФДЬ‘ӘДЬҢҚ¬F(xiЁӨn)ҙу·¶ҮъңШ¶ИХ{(diЁӨo)№қ(jiЁҰ)әНҫ«ҙ_өДЙэңШЛЩ¶ИҝШЦЖЎЈУЙУЪәж tңШ¶ИЧғ»Ҝ·¶Үъҙу(№°н”ңШ¶ИҸД20〜1000Ўж)Ј¬јУЦ®ҹбпL tғИ(nЁЁi)Тrуw·eҙуЈ¬ҹбИЭБҝЧғ»ҜҙуЈ¬ТтҙЛјУҹб tұШнҡФOУӢУРТ»¶Ё”ө(shЁҙ)БҝөДМШКвҹэЧмЎЈҹэЧмөДГәҡвБҝТФј°®a(chЁЈn)ЙъөДҸUҡвБҝҝЙТФм`»оХ{(diЁӨo)№қ(jiЁҰ)Ј¬ҝЙҢҚ¬F(xiЁӨn)ИјҹэҹҹҡвңШ¶ИөДңКҙ_Х{(diЁӨo)№қ(jiЁҰ)Ј¬ТФқMЧгәж t№ӨЛҮТӘЗуЎЈҢҰҹбпL tПВІҝЈ¬ tучЧУөДңШ¶И‘ӘјУТФҝЙҝҝҝШЦЖЎЈҹбпL tәж t•rйgйLЈ¬әж tТФәуТӘЯMРРФҮүәәНұЈңШЈ¬һй·АЦ№ tучЧУңШ¶Иі¬Я^ФКФS·¶ҮъЈ¬ҢҰ tучЧУәНЦ§ЦщұШнҡІЙИЎАд…sұЈЧoҙлК©Ј¬ОТҸSТ»°гІЙУГ·ҙҙөпLөД·Ҫ·ЁЯMРРПВІҝАд…sЈ¬ҒнұЈіЦҸUҡвңШ¶ИІ»і¬Я^ТҺ(guЁ©)¶ЁЦөЎЈјУҹб tКЗТ»ӮҖЕR•rөД·ЗЙъ®a(chЁЈn)РФФOК©Ј¬ФOУӢҪЁФм•r‘Әҝј‘]ұгУЪҹб‘B(tЁӨi)ІріэЎЈ
ЎЎЎЎәж tМШьc
ЎЎЎЎ(1)јУҹб tёЯңШҹҹҡвКЗҸДёЯ tГәҡвИлҝЪЯMИлҹбпL tИјҹэКТөДЈ¬һй·АЦ№ҹҹҡвңШ¶ИЯ^ёЯЈ¬ ҹэүДГәҡвИјҹэйyЈ¬ФЪГәҡвИјҹэйyәуЈ¬ФЪҹҹҡвИлҝЪМҺЖц“хүҰёфҹбЎЈ
ЎЎЎЎ(2)јУҹб tөДҪYҳӢЎў°ІСbәНЦЖЧчәҶҶОЈ¬ІЩЧч·ҪұгЈ¬ЩMУГөНЈ¬ЗТұгУЪҹб‘B(tЁӨi)ІріэЎЈ
ЎЎЎЎ(3)АыУГ·ҙҙөпLөД·Ҫ·ЁұЈЧC tн”ңШ¶ИЈ¬ҝШЦЖҸUҡвңШ¶ИЈ¬К№ tучЧУәНЦ§ЦщАд…sЎЈ
ЎЎЎЎ(4)ҹбпL tЖцуwІ»Еc»рСжЦұҪУҪУУ|Ј¬·АЦ№ҫЦІҝЯ^ҹбЈ¬ЖЖүДИјҹэКТЎЈ
ЎЎЎЎәж tҢҚЫ`
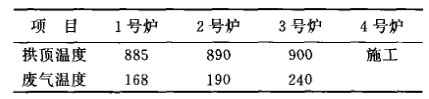
ЎЎЎЎЧФ1985Дк1М–ёЯ tІЙУГ№иҙu tн”ҹбпL tТФәуЈ¬°ьд“ҹ’иFҸSПаА^ФЪ3Ўў4М–ёЯ tәН1996Дк1М–ёЯ tЦРРЮәуК№УГөДРВҹбпL tТІІЙУГ№рҙuЈ¬ЛщТФФЪ№иҙuҹбпL t№© t·ҪГжУРТ»¶ЁөДҪӣ(jЁ©ng)тһәНјјРgЎЈ1М–ёЯ tҹбпL tЧФ1985Дк3ФВ26ИХН¶®a(chЁЈn)ЦБ1996Дк10ФВНЈ tҷzРЮЈ¬ҹбпL t№°н”»щұҫНкәГЈ¬ҫЦІҝлmУРБСјyЈ¬ө«ӣ]УРіц¬F(xiЁӨn)ЛъВд¬F(xiЁӨn)ПуЎЈЯ@ХfГч№иҙuҹбпL tәж tКЗіЙ№ҰөДЎЈ
ЎЎЎЎ№иҙuҹбпL tәж tЗйӣrИзПВЈә1М–ёЯ tҹбпL tәж tУӢ„қ•rйg56МмЈ¬ҢҚлH63МмЈ¬Тт®”•rёЯ tұҫуwОҙҪ»№ӨЈ¬№КІЙУГЙПҹэПВҙөөД·Ҫ·ЁҒнұЈЧC tн”ңШ¶ИЎўҝШЦЖҸUҡвңШ¶ИЈ¬Я@ҳУҫSіЦБЛ5ӮҖ¶аФВЦұөҪёЯ tН¶®a(chЁЈn)ЎЈ3М–ёЯ tҹбпL tәж t•rйgУӢ„қ50МмЈ¬ҢҚлH51МмЈ¬КЗИ«ҸSәж tЧоАнПлөДТ»ҙОЈ¬ҢҚлHәж tЗъҫҖЕcУӢ„қЗъҫҖ»щұҫОЗәПЈ¬ХэШ“ңШІоРЎУЪ1.5ЎжЎЈ4М–ёЯ tҹбпL tәж t•rйgһй50МмЎЈ1М–ёЯ tРВҹбпL tУӢ„қәж t•rйgһй45МмЈ¬Тт№ӨЖЪҫoЈ¬Ц»УГ37МмҫНЕcёЯ tН¬ЖЪН¶®a(chЁЈn)ЎЈПВГжКЗ°ьд“3М–ёЯ tҹбпL tәж tөДЗйӣrЎЈәж t·ЦһйТФПВИэӮҖлA¶ОЈә
ЎЎЎЎ(1)өЪТ»лA¶ОЈ¬ҫНКЗҝШЦЖҪ№ tГәҡвИјҹэБҝЈ¬К№ЙэңШЛЩ¶ИҫҸВэЙПЙэЎЈјҙ20〜120ЎжЙэңШ8МмЈ¬әгңШ1МмЈ»120〜216ЎжЙэңШ8Мм(ГҝМмЙэңШ12 Ўж)Ј¬әгңШ1МмЈ»216〜411ЎжЙэңШ13Мм(ГҝМмЙэңШ15Ўж)Ј¬әгңШ1МмЈ»350Ўж•rЈ¬Ҷў„УЕR•rЦъИјпLҷCЈ¬јУ¶юҙОпLЈ¬јУҝмЙэңШЛЩ¶ИЈ»411〜801ЎжЈ¬ГҝМмЙэңШ30ЎжЈ¬әгңШ1МмЎЈЯ@Т»лA¶ОКЗ№иҙuҹбпL tәж tөДкPжIЈәіхЖЪТӘ№М¶ЁТ»ҙОҝХҡвБҝЈ¬НЁЯ^Х{(diЁӨo)№қ(jiЁҰ)ГәҡвБҝҒнҝШЦЖјУҹб tҹҹҡвңШ¶ИЈ¬ГәҡвБҝөДХ{(diЁӨo)№қ(jiЁҰ)ҝЙТФНЁЯ^Х{(diЁӨo)ХыјУҹб tҹэЧм”ө(shЁҙ)ДҝЕcХ{(diЁӨo)№қ(jiЁҰ)ГҝӮҖҹэЧмөДҝХҡвәНГәҡвұИАэҒнҢҚ¬F(xiЁӨn)ЎЈ®”№°н”ңШ¶ИЙэөҪ400ЎжТФЙП•rЈ¬УГ¶юҙОҝХҡвХ{(diЁӨo)№қ(jiЁҰ)№°н”ңШ¶ИәНҸUҡвңШ¶ИЈ¬ІўФцјУҹэЧм”ө(shЁҙ)ДҝЈ¬К№јУҹб t tМЕңШ¶ИЯ_өҪ1300〜1400ЎжЈ¬ҹбпL t№°н”ңШ¶ИЙэЦБ700ЎжЎЈһйҝШЦЖ tн”ңШ¶ИөДЙПЙэЛЩ¶ИЈ¬ҝЙХ{(diЁӨo)№қ(jiЁҰ)ҹҹөАйyй_ҶўіМ¶ИЈ¬Я@ҳУҝЙұЈЧCЙэңШЖ«ІоәПАнЎЈ®”№°н”ңШ¶ИЙПЙэөҪ800ЎжТФЙП•rЈ¬ЯMИлөЪ¶юлA¶ОЎЈ
ЎЎЎЎ(2)өЪ¶юлA¶ОЈ¬ТІҫНКЗІріэјУҹб tөДЯ^іМЎЈҙЛлA¶ОТӘЛЩ¶ИҝмЈ¬·АЦ№ёЯңШҡвуwНвТз¶шҢ§ЦВ№°н”ңШ¶ИәНёчІҝңШ¶ИПВҪөЎЈ3М–ёЯ tГҝЧщјУҹб tІріэ•rйgФЪ2〜3hЈ¬ұн2КЗјУҹб tІріэәуёчҹбпL tөД№°н”ңШ¶ИәНҸUҡвңШ¶ИЎЈ
ЎЎЎЎ(3)өЪИэлA¶ОЈ¬јҙЛНИлёЯ tГәҡвҹэ tЈ¬ңКӮдҪoёЯ tЛНпLЎЈ
ЎЎЎЎәж tЖЪйgЈ¬Из№ыФЪҹбпL t tн”°ІСbғЙӮҖҡвуwҢ§іц№Ь(ИјҹэКТЎўРоҹбКТёч1ӮҖ)ҢўҹбпL tХфЖыЕЕіцЈ¬•юИЎөГёьәГөДәж tР§№ыЎЈ
ЎЎЎЎұн2јУҹб tІріэәуёчҹбпL t№°н”ЎўҸUҡвңШ¶ИЈ¬Ўж
ЎЎЎЎ
ЎЎЎЎ№иҙuҹбпL tөДҫSЧo
ЎЎЎЎ№иҙuФЪ600ЎжТФПВЈ¬уw·e·Җ(wЁ§n)¶ЁРФІ»әГЎЈһйБЛҫSЧoәГ№иҙuҹбпL tЈ¬ТӘЗу№иҙuЖцуwңШ¶ИІ»өНУЪ600ЎжЎЈТтҙЛЈ¬№иҙuҹбпL tөДҫSЧoҶ–о}Ј¬ЦчТӘКЗ№иҙuЖцуwөДұЈңШҶ–о}ЎЈ
ЎЎЎЎ№иҙuЖцЦюёЯ¶ИҢҰҫSЧoөДУ°н‘
ЎЎЎЎ№иҙuөДЖцЦюёЯ¶ИЯx“сЭ^һйЦШТӘЈ¬М«°«І»ДЬід·Ц°l(fЁЎ)“]№иҙuҹбпL tөДР§№ыЈ¬М«ёЯ„tІ»АыУЪ№иҙuҹбпL tөДҫSЧoЎЈңyңШҪY№ыұнГчЈ¬№иҙuөДЖцЦюёЯ¶И‘ӘЦчТӘҝј‘]№иҙuҹбпL tөДұЈңШЈ¬ tн”ңШ¶И‘ӘұЈіЦФЪ750ЎжЧуУТЈ¬ЧоөНТІ‘ӘҙуУЪ600Ўж(№иҙuҪзГжңШ¶И)ЎЈәПАн№иҙuҫЦ¶Иһй5mЧуУТ(ЦёҙуүҰ)ЎЈ
ЎЎЎЎНЬҙuҹбпL tөДұЈңШ
ЎЎЎЎ№иҙuҹбпL tөДұЈңШЦчТӘКЗЦёФЪёЯ tНЈ t»тҹбпL tРиТӘҷzРЮ•rұЈіЦ№иҙuЖцуwңШ¶ИІ»өНУЪ600ЎжЎўҸUҡвңШ¶ИІ»ҙуУЪ400ЎжЎЈ1993Дк12ФВ3М–ёЯ tҹбпL tН¶®a(chЁЈn)Ј¬ЛНпL4ӮҖФВәуЈ¬ёЯ t”UИЭҙуРЮ2ӮҖФВЎЈ1994Дк4ФВ1ИХ〜6ФВ1ИХЈ¬һйБЛК№ҹбпL tұЈңШ№ӨЧчДЬнҳАыЯMРРЈ¬НЈ tЗ°ФO·ЁҢў tн”ңШ¶ИМбёЯЈ¬ІўҢўҸUҡвңШ¶ИҪөөНөҪ100ЎжЧуУТЎЈ®” tн”ңШ¶ИҪөөҪ700Ўж•rЈ¬й_Кјҹэ tЈ¬®” tн”ңШ¶ИЙПЙэөҪ1000〜1100Ўж•rЈ¬НЈЦ№ҹэ tЈ¬КјҪKұЈіЦ tн”ңШ¶ИІ»өНУЪ750ЎжЈ¬ҸUҡвңШ¶ИФЪ400ЎжТФПВЎЈ®”ёЯ tРЭпL•rйgЭ^йL•rЈ¬ҝШЦЖҸUҡвңШ¶ИөДлy¶И•юФцҙуЎЈһйБЛҝШЦЖҸUҡвңШ¶ИЈ¬ҝЙІЙУГЦъИјпLҷC·ҙҙөпL·ЁҒнұЈіЦ tн”ңШ¶ИІ»өНУЪ750ЎжЎўҸUҡвңШ¶ИІ»ҙуУЪ380ЎжЎЈЖд·Ҫ·ЁИзҲD2ЛщКҫЎЈУЙҲDҝЙТҠЈ¬ЦъИјҝХҡвУЙРоҹбКТөЧІҝөД tучЧУЦ§ЦщҪӣ(jЁ©ng)РоҹбКТЎўВ“(liЁўn)Ҫj№ЬЎўИјҹэКТЎўҹбпLйyЎўҹбпLЦч№ЬЕЕИлҙуҡвЎЈҹбпLЦч№ЬЖц“хүҰЕcёЯ tұҫуw·Цй_Ј¬І»У°н‘ёЯ tК©№ӨЎЈ®”№°н”ңШ¶ИҪөөҪ750Ўж•rЈ¬ҫНҝЙІЙУГҸҠЦЖҹэ tЈ¬н”ңШЙэөҪ1000〜1100Ўж•rЈ¬“Q tЛНпLАд…sЈ¬АдпLБҝҙујsһй200m3/minЈ¬пLүә5kPaЎЈ4ЧщҹбпL tЭҶБчИјҹэЛНпLЈ¬Я@ҳУјИҝЙұЈіЦ№°н”ңШ¶ИЈ¬Н¬•rТІҝШЦЖБЛҸUҡвңШ¶ИЎЈ
ЎЎЎЎ№иҙuҹбпL tөДИХіЈҫSЧo
ЎЎЎЎ(1)РЭпLҷzРЮ•rЈ¬‘ӘұMБҝҝs¶МёчИЛҝЧөДіЁй_•rйgЈ¬·АЦ№№иҙuЖцуwңШ¶Иҙу·щ¶ИПВҪөЎЈ
ЎЎЎЎ(2)ИХіЈЙъ®a(chЁЈn)ЦРЈ¬ТӘҪӣ(jЁ©ng)іЈЧўТвҹбпL tөДИјҹэЗйӣrЈ¬ҮАҪыіц¬F(xiЁӨn)ЦъИјпLҷCҝХЮD(zhuЁЈn)¬F(xiЁӨn)ПуЎЈ
ЎЎЎЎ(3)“Q tЎўҹэ tІЩЧч•rЈ¬ТӘҮА·АҙуБҝАдҝХҡвійИл tғИ(nЁЁi)Ј¬К№№°н”ңШ¶ИПВҪөЎЈ
ЎЎЎЎ(4)ЕдЦГ№иҙuҹбпL tөДёЯ tЈ¬‘ӘУРМШФOөДРЭпLө№БчСbЦГЈ¬ёЯ tРЭпL•rҪыЦ№УГ№иҙuҹбпL tө№БчЎЈ
ЎЎЎЎ
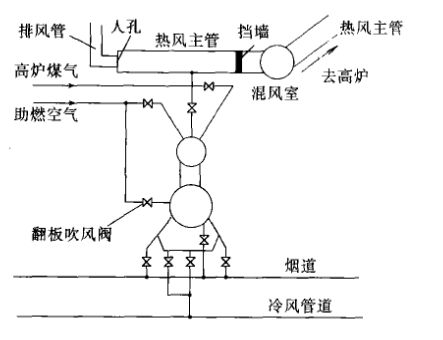
ЎЎЎЎҲD2 tөЧҙөпLәН·ҙЛНпLКҫТв
ЎЎЎЎҪYХZ
ЎЎЎЎ(1)УЙУЪ№иҙuЖцуwҫЯУРөНңШуw·eЕтГӣөДМШКвРФЈ¬№иҙuҹбпL tәж t•rұШнҡФOЦГјУҹб tЎЈ
ЎЎЎЎ(2) јУҹб tҹэЧмөДФOУӢТӘқMЧгГәҡвБҝХ{(diЁӨo)№қ(jiЁҰ)·¶ҮъҙуЎўХ{(diЁӨo)№қ(jiЁҰ)м`»оөДТӘЗуЈ¬Н¬•rТӘҪYҳӢәҶҶОЎўІЩЧч·ҪұгЎўұгУЪҹб‘B(tЁӨi)ІріэЎЈ
ЎЎЎЎ(3) АыУГ·ҙҙөпL·ЁҝЙҝШЦЖҸUҡвңШ¶ИЎЈ
ЎЎЎЎ(4) ФЪИХіЈҫSЧoЦРЈ¬‘ӘұЈіЦ№иҙuЖцуwңШ¶ИІ»өНУЪ600ЎжЎЈ
ЎЎЎЎ(5) ЕдЦГ№иҙuҹбпL tөДёЯ t‘ӘУРМШФOөДРЭпLө№БчСbЦГЈ¬ҮАҪыУГҹбпL tө№БчЎЈ